Production Noise Immunity (PNI)
Optional Modules for the KLIPPEL QC Framework

Features and Benefits
- Auto detection of production noise
- Supervises Rub&Buzz, Harmonics, Frequency Response, Average Level and Polarity
- Repeats invalid measurement automatically
- Intelligent merging of valid data
- Reliable measurement in noisy envionments (rooms, cabins, box enclo-sures)
- Avoids FAIL assignment to good drivers
- Reduces test time, Simple set-up
The Production Noise Immunity (PNI) module is based on the Production Noise Detection but provides additional benefits for end-of-line testing. Corrupted measurements are repeated automatically while valid parts of each measurement are stored and merged together, eventually providing valid results.
Ordinary techniques like a simple repeat approach, where the signal is repeated until one completely undisturbed test finishes, or averaging, which impairs sensitivity, does not solve the problem. In contrast, the unique splicing technique ensures full production noise immunity while maintaining full sensitivity, even if each single measurement is corrupted.
Specification
Requirements
Test Hardware
- Klippel Analyzer 3 (KA3)
- Production Analyzer (PA)
- 3rd party audio interface (sound card)
License Dongle (USB)
PC
Software
- QC Standard Software
- QC Stand-alone Software
- QC in R&D and SPL Task
Accessories
Demo Video
Applications
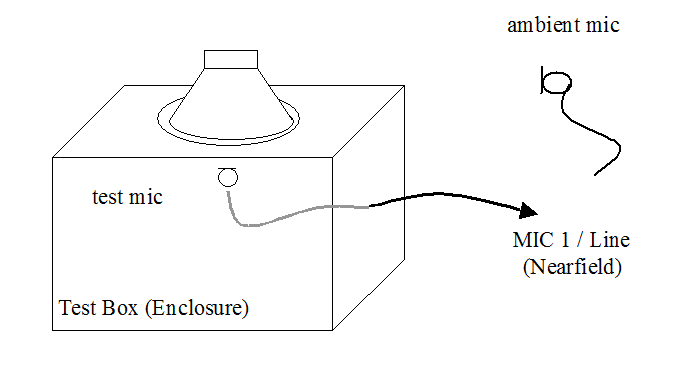
Driver Testing
It is recommended to place the measurement microphone in a test enclosure and to operate the drive unit in a test frame firing into the box. The attenuation of the ambient noise is limited by the cone of the loudspeaker system to 5 ... 20 dB, rising at higher frequencies. This shielding is helpful but NOT sufficient to do reliable testing in a noisy production environment where high sound pressure peaks cannot be avoided. In conventional test systems, ambient noise will be interpreted as a defect drive unit and will reduce the yield rate. Additional housing of the test station and transporting the drive units into a more silent test environment is expensive and not practical in most cases.
The PNI option ensures that Rub&Buzz problems which occur at low levels (40 ... 80 dB below the fundamental) can be reliably separated from ambient noise disturbances. By exploiting the extremely short measurement time of Klippel QC, repetitions do not degrade the overall measurement time too much.
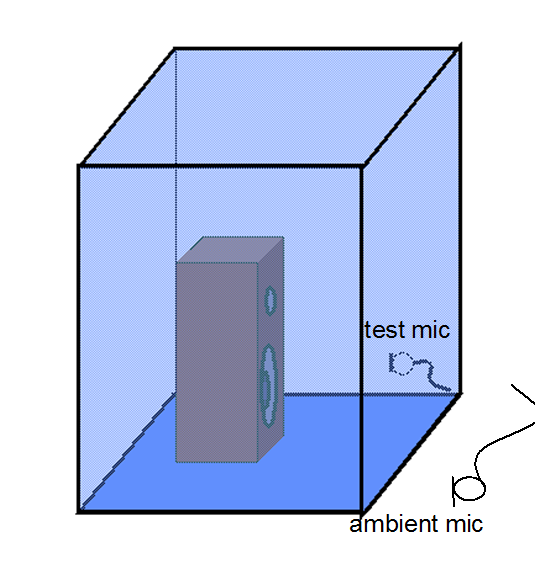
Loudspeaker System in Sealed Test Chamber
Completely sealed test enclosures are also very beneficial for testing smaller loudspeaker systems (e.g. for multimedia). Here the loudspeaker system and the test microphone are located inside the test enclosure. Although this shielding provides good attenuation (between 20-30 dB), high peak values of ambient noise corrupt conventional measurement techniques. The second ambient noise microphone and the algorithms used in Noise Immunity ensure full sensitivity for rub and buzz defects, loose parts and air leaks.
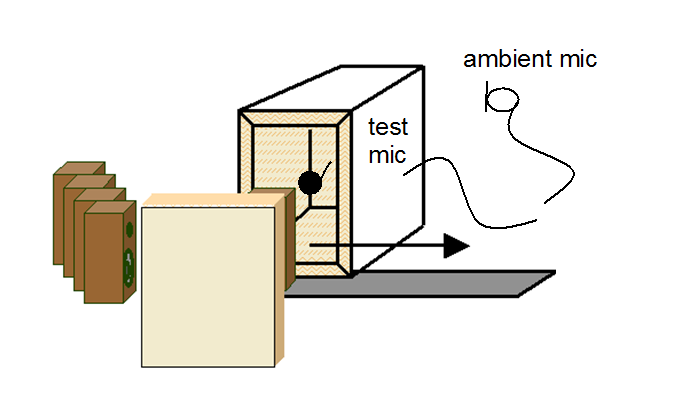
System Testing in a Semi-open Box
The measurement of large loudspeaker systems (e.g. professional loudspeakers) requires large test enclosures, which are expensive and require production space. Placing the test object into the enclosure requires special means and time. The handling can be significantly simplified by using a semi-open test enclosure, which is placed close to the assembling line. This arrangement gives about 10..20 dB of attenuation at higher frequencies. Conventional measurement techniques without ambient noise immunity are prone to invalid results and require high limit values, which reduces the sensitivity of the measurement.

System Testing in Free Air
If no large test enclosure and no means providing additional acoustical shielding are available, the ambient noise immunity becomes more and more important in identifying invalid measurements. It is important to place the test microphone as close as possible to the drive units. For testing large speakers using multiple drive units and for checking air leaks in the enclosure, multiple microphones multiplexed by the measurement system are recommended. While performing a long test sequence required for complex systems (e.g. surround sound system), a repetition of a complete test is not efficient in the case that a single test step failed due to ambient noise. The PNI option only repeats the corrupted task and ensures a valid overall test.
Related Information
Other Modules of the QC System
- QC Standard System:
Full EOL-testing software for ultra-fast and complex measurements - Meta-Hearing-Technology (MHT):
Defect detection beyond human hearing - Motor + Suspension Check (MSC):
Fast measurement of voice coil offset and suspension asymmetry - Air Leak Detection (ALD):
Detect air leaks in transducers and audio systems - Sound Pressure Task (SPL):
Measurement of frequency response, THD and Rub & Buzz
General Features of the QC System
Patents
Germany: 102009033614; USA: 8,401,823B2; China: ZL201010228820.8